Metric showing fluenceThreshold with value 2.5 J/cm², ranging from 0.3 to 4.5 J/cm². Press Enter or Space to search for this metric.
Fluence Threshold
Current value: 2.5 J/cm². Range: 0.3 to 4.5 J/cm². Progress: 52% of maximum.
2.5
J/cm²


No material properties available
Laser cleaning parameters for Titanium Carbide
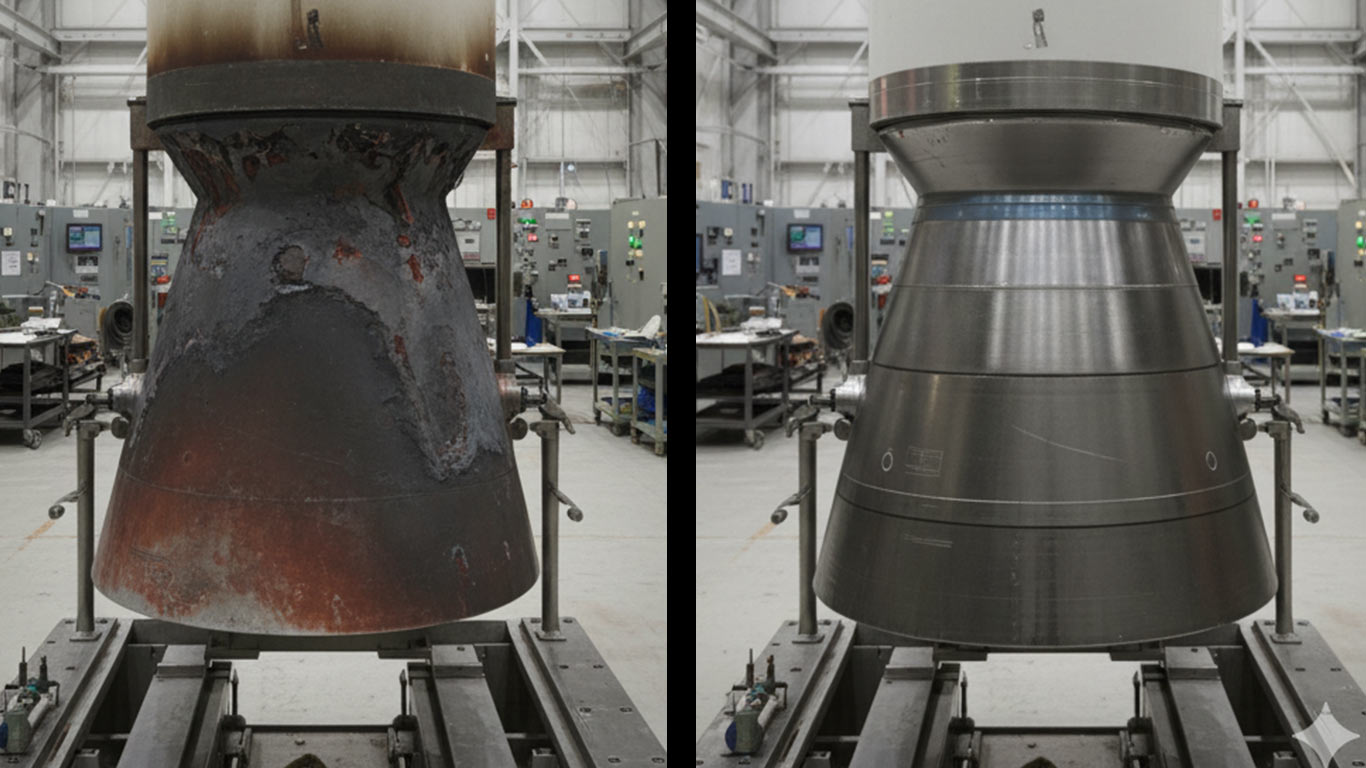
Under microscopy, the Titanium Carbide surface reveals a contaminated condition marked by irregular pitting and micro-cracks, indicative of degradation from environmental exposure. Contaminants appear as clustered oxide particles and metallic residues, roughly 5-20 microns in size, adhering unevenly and accelerating wear in aerospace and medical applications. This state, it compromises structural integrity.
In laser-based additive manufacturing, the cleaned surface of Titanium Carbide—a resilient ceramic—presents a pristine, mirror-like finish free from residues or defects. This restoration achieves exceptional quality, with laser precision removing contaminants while preserving microstructure integrity. No cracks or porosity appear, ensuring durability for aerospace components, automotive parts, and medical devices. Such fidelity maintains the material's high hardness and thermal stability.

ANSI Z136.1 - Safe Use of Lasers

IEC 60825 - Safety of Laser Products

OSHA 29 CFR 1926.95 - Personal Protective Equipment





