

ANSI
ANSI Z136.1 - Safe Use of Lasers


Tungsten carbide is one of the hardest materials Z-Beam cleans — 19.6 GPa hardness and 4,200 MPa compressive strength — but the real constraint is the cobalt binder that holds the WC grains together. Cobalt is an IARC Group 2A probable carcinogen, and the Cal/OSHA (safe exposure limit) is 250 times stricter than the standard dust limit, which means cobalt-specific air monitoring and activated carbon filtration are required on every WC job. The carbide itself has a forgiving 9.5 J/cm² process window between damage threshold (2.5 J/cm²) and damage ceiling (12 J/cm²), but cobalt-rich grades above 10% Co require working at the lower end, around 1.8–2.5 J/cm². The 0.02 mg/m³ Cal/OSHA cobalt PEL — 250 times stricter than the general metal dust limit — makes source-capture extraction mandatory on every WC cleaning job; the binder chemistry, not the carbide hardness, governs site safety requirements.
I would highly recommend Z-Beam to anyone facing a difficult restoration project.

Fluence (J/cm²)
Tungsten carbide has a wide process window. The damage threshold is 2.5–3.8 J/cm². This 1.3 J/cm² range allows flexible cleaning parameters. Light absorption is about 35% at 1064 nm. Heat spread rate is 1.92×10⁻⁵ m²/s. High thermal conductivity (84 W/m·K) prevents hot spots. Cobalt binder is more sensitive than WC grains. Effective cleaning uses 2.0-3.0 J/cm². For cobalt-rich grades (10-12% Co), use 1.8-2.5 J/cm². For low-cobalt grades (6% Co), use 2.5-3.5 J/cm². Oxidation begins above 3.8 J/cm².
Tungsten carbide has compressive strength of 4200 MPa, density of 15.63 g/cm³, and hardness of 19.6 GPa. Cemented carbide (WC-Co) laser cleaning behavior is governed by the cobalt binder — typically 6–20% Co by weight. Cobalt is an IARC Group 2A carcinogen (probable human carcinogen); Cal/OSHA CCR Title 8 Section 5155 sets the cobalt dust PEL at 0.02 mg/m³ (8-hr TWA) — 250× stricter than the standard 5 mg/m³ PNOR limit. Any laser cleaning of cemented carbide tools liberates ultrafine cobalt particles from the fume plume. Bay Area aerospace and precision machining facilities cleaning tungsten carbide tooling require cobalt-specific impinger air monitoring, not standard gravimetric dust monitoring, and activated carbon filtration for cobalt vapor in addition to HEPA for particulate. Young's modulus is 650 GPa, extremely high. Thermal conductivity is 84 W/m·K. The damage threshold is 2.5 J/cm². Fracture toughness is 5.3 MPa√m. WC is a cermet: tungsten carbide grains (90-94%) in cobalt binder (6-10%). Cobalt binder has lower damage threshold than WC grains. Thermal expansion is 4.7×10⁻⁶ K⁻¹.
Start with energy level at 2.0-3.0 J/cm², within the 2.5-3.8 J/cm² operating window. Use 1064 nm wavelength with 50 ns pulse length. Scan at 2000 mm/s with 60% overlap. Frequency at 30 kHz. Spot size at 200 μm. Tungsten carbide has high thermal conductivity (84 W/m·K) and moderate light absorption (35%). Never exceed 3.8 J/cm². Two passes work well. Cobalt binder is more sensitive than WC grains. For standard WC-Co (6-10% Co), use 2.0-3.0 J/cm². For cobalt-rich grades (>10% Co), reduce energy level to 1.5-2.5 J/cm². For cutting tool inserts, use 2.0-2.8 J/cm².
Laser cleaning tungsten carbide produces fine WC and cobalt particulates. Cobalt dust is a respiratory sensitizer and possible carcinogen (Group 2B, IARC). Use ventilation with HEPA filtration. Handle waste as hazardous material. WC reflects 65% of 1064 nm energy. Use full beam enclosure and laser safety eyewear for 1064 nm (OD 5+). Follow ANSI Z136.1. High thermal conductivity (84 W/m·K) eliminates hot spot risk. Wide process window (2.5-3.8 J/cm²) allows aggressive cleaning. Cobalt binder is the process constraint, not WC grains.
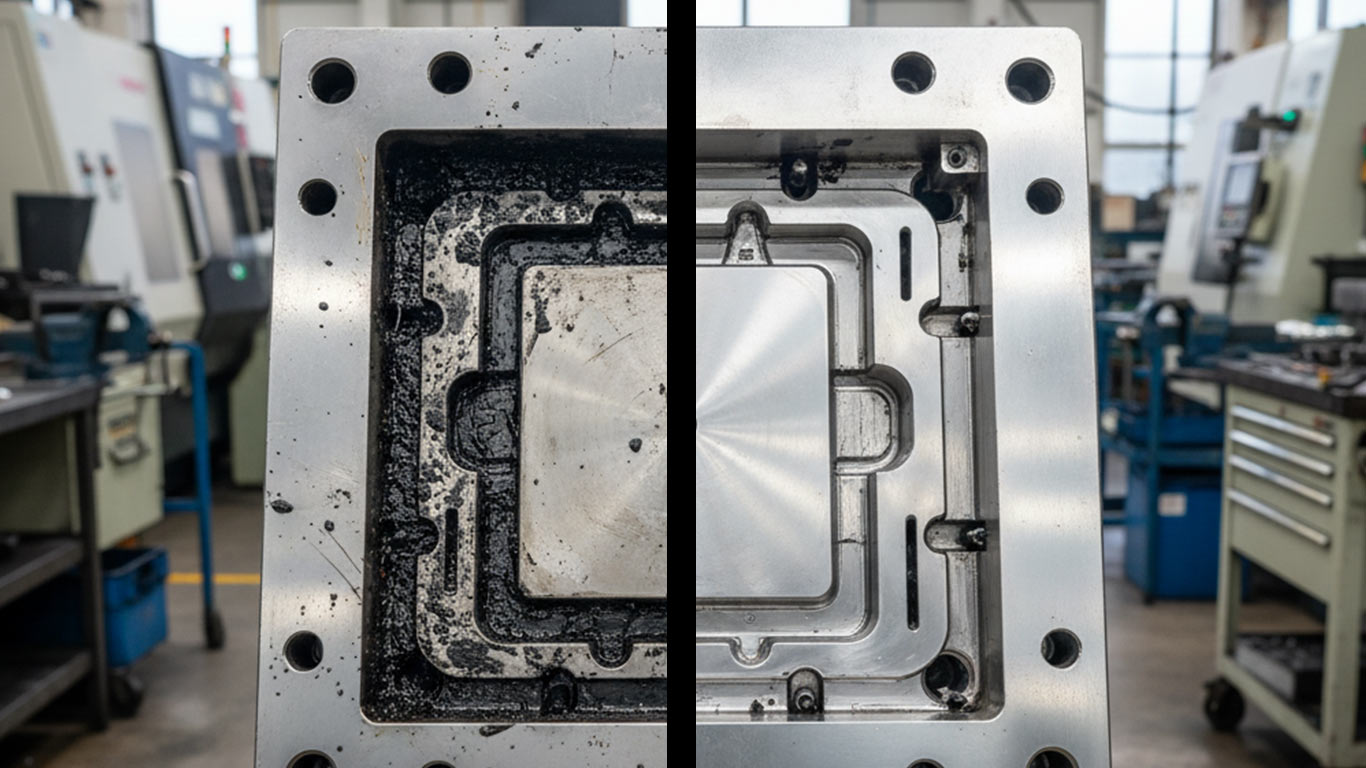
The Bay Area's dense concentration of aerospace machining, precision cutting tool manufacturers, and semiconductor equipment makers keeps tungsten carbide tooling cleaning in steady demand. For cutting tool reconditioning shops — where inserts go back on machines the same day — laser cleaning beats solvent bath cleaning because it doesn't dissolve cobalt binder or alter edge geometry. Aerospace component manufacturers cleaning WC wear pads on flight hardware use laser because chemical methods leave residue that contaminates bonding surfaces. Mining and oil-field equipment suppliers cleaning roller cone bits and drill nozzles choose laser over abrasive blasting because it won't undercut the cermet grain boundaries that abrasives attack.




Use energy level at 2.0-3.0 J/cm². 1064 nm, 50 ns pulse length, 2000 mm/s cleaning speed, 60% overlap. Standard WC-Co (6-10% Co): 2.0-3.0 J/cm². Cobalt-rich grades (>10% Co): 1.5-2.5 J/cm². High thermal conductivity (84 W/m·K) prevents hot spots. Cobalt binder is the constraint.
1064 nm works well. Light absorption is 35%. 532 nm also effective but lower penetration. For thin cobalt binder layers, shorter wavelengths may be preferred. Test parameters on sample first. Never exceed 3.8 J/cm² regardless of wavelength.
50 ns works well for standard cleaning. 10-30 ns reduces thermal load on cobalt binder. For cobalt-rich grades (>10% Co), use 10-20 ns. For standard grades (6-10% Co), 20-50 ns is acceptable. Wide process window (2.5-3.8 J/cm²) allows flexibility.
Cutting tool insert cleaning: $2-10 per insert. Mining tool cleaning: $10-50 per tool. Die cleaning: $20-100 per die. Cobalt dust extraction adds 10-20% to cost. Wide process window allows faster cleaning than silicon carbide. Grade verification (cobalt content) adds setup cost.
Tungsten carbide's cobalt binder is far more laser-active than the WC grains — conservative passes prevent selective binder modification while leaving the carbide intact.

