

ANSI
ANSI Z136.1 - Safe Use of Lasers


Titanium carbide is one of the more accommodating advanced ceramics to laser clean — at Mohs 9.5 hardness, nothing short of diamond will abrade it without damaging the surface, which makes laser the only practical non-contact cleaning option. The 2.6 J/cm² process window (from the 1.2 J/cm² damage threshold to the 3.8 J/cm² damage ceiling) is wide enough to work with comfortably, and 70% light absorption at 1064 nm means the energy couples efficiently without needing high power. High thermal conductivity helps too — unlike low-conductivity ceramics where heat accumulates dangerously, TiC distributes energy across a larger zone, reducing hot-spot risk. At 1.5–3.0 J/cm² with 50 kHz, 20 ns pulses, and 2,000 mm/s with 60% overlap, the 4,000 MPa compressive structure cleans without microcracking. Bay Area cutting tool manufacturers, semiconductor equipment makers using TiC-coated components, and research institutions with advanced ceramic tooling call Z-Beam for oxide and deposit removal that preserves the surface geometry that chemical methods can't touch.
I completed the majority of the work in a single day.

Fluence (J/cm²)
Titanium carbide has a wide process window. The damage threshold is 1.2–3.8 J/cm². This 2.6 J/cm² range allows flexible cleaning parameters. Light absorption is about 70% at 1064 nm. Heat spread rate is 1.33×10⁻⁵ m²/s. High thermal conductivity (21 W/m·K) prevents hot spots. Effective cleaning uses 1.5-3.0 J/cm². TiC is resistant to thermal shock due to high conductivity. Oxidation above 3.8 J/cm² can occur. For cutting tools, use 1.5-2.5 J/cm². For wear-resistant coatings, use 1.0-2.0 J/cm².
Titanium carbide has compressive strength of 4000 MPa, density of 4.93 g/cm³, and Mohs hardness of 9.5 — among the hardest carbides, comparable to Tungsten Carbide. TiC coatings on cutting tools and mold surfaces are typically 3–10 μm thick PVD or CVD deposits over steel or cemented carbide substrates. Laser cleaning of TiC coatings generates both TiC particulate and the underlying surface material — operators must determine whether the surface contains cobalt binder (WC-Co, Cal/OSHA PEL cobalt 0.02 mg/m³) or chromium (tool steel, Cr(VI) PEL 0.005 mg/m³), as either requires monitoring far below PNOR limits. Under Cal/OSHA CCR Title 8 Section 5155, titanium compounds (as TiO₂) are regulated at 10 mg/m³ inhalable; titanium carbide itself follows the 5 mg/m³ PNOR standard. Bay Area semiconductor fab cleaning of TiC-coated chamber components requires process-compatible dry extraction with no water contact. Young's modulus is 440 GPa. Thermal conductivity is 21 W/m·K, high for a ceramic. Fracture toughness is 3.8 MPa√m. Melting point is 3340 K. Thermal expansion is 7.92×10⁻⁶ K⁻¹. TiC is extremely hard and wear-resistant. Oxidation begins above 1073 K (800°C).
Start with energy level at 1.5-3.0 J/cm², within the 1.2-3.8 J/cm² operating window. Use 1064 nm wavelength with 20 ns pulse length. Scan at 2000 mm/s with 60% overlap. Frequency at 50 kHz. Spot size at 200 μm. Titanium carbide has high hardness (9.5 Mohs) and high thermal conductivity (21 W/m·K). Never exceed 3.8 J/cm². Two passes work well. Wide process window allows aggressive cleaning. For cutting tool inserts, use 1.5-2.5 J/cm². For TiC coatings on steel, reduce energy level to 1.0-1.5 J/cm² to avoid surface damage. High light absorption (70%) means good energy coupling.
Laser cleaning titanium carbide produces fine titanium and carbon particulates. Use ventilation with HEPA filtration. TiC dust is not highly toxic but can cause respiratory irritation. TiC reflects about 30% of 1064 nm energy. Use standard laser safety eyewear for 1064 nm. High thermal conductivity (21 W/m·K) eliminates hot spot risk. Wide process window (1.2-3.8 J/cm²) makes TiC one of the safer advanced ceramics for laser cleaning. Oxidation begins above 3.8 J/cm².
Cutting tool manufacturers are the primary users — TiC-coated inserts and end mills accumulate built-up edge material and oxidation that conventional cleaning removes at the cost of the edge geometry. Laser cleaning takes off the contamination layer without touching the ceramic coating. Semiconductor equipment makers in the Santa Clara Valley use TiC-coated chamber components where chemical compatibility rules out most cleaning agents. Research institutions and university materials labs handling TiC specimens and test articles need a cleaning method that doesn't contaminate the surface before spectroscopic analysis. Abrasive blasting is simply not an option on a Mohs 9.5 material that costs hundreds of dollars per tool insert.




Use HEPA filtration for TiC dust. Standard laser eyewear for 1064 nm. High thermal conductivity (21 W/m·K) eliminates hot spots. Wide process window (1.2-3.8 J/cm²) allows aggressive cleaning. No special toxic hazards. TiC dust is not highly toxic.
TiC absorbs 70% of 1064 nm energy. High light absorption means good cleaning efficiency. TiC is not resistant to 1064 nm. Oxidation occurs above 3.8 J/cm². Use 1.5-3.0 J/cm² for effective cleaning. No special wavelength needed.
Use energy level at 1.5-3.0 J/cm². 1064 nm, 20 ns pulse length, 2000 mm/s cleaning speed, 60% overlap. Two passes. Damage threshold is 1.2–3.8 J/cm². For TiC coatings, use 1.0-1.5 J/cm² to protect surface.
Titanium carbide component laser cleaning is priced by part geometry and contamination, with cutting tool inserts typically running $2–10 per insert and aerospace components $20–100 per part depending on surface area and cleanliness specification. TiC coating surface preparation runs $5–20 per square foot; the wide process window that TiC's hardness (9.5 Mohs, comparable to corundum per ASTM E140 hardness conversion) permits allows faster cleaning rates than softer surface materials. Our team provides ASTM D4541 pull-off adhesion test data post-cleaning to confirm surface activation before re-coating—contact us for a project-specific quote.
Titanium carbide has a closer cleaning-to-damage gap than other carbides — conservative parameter advancement and mandatory test patches are required before production cleaning.
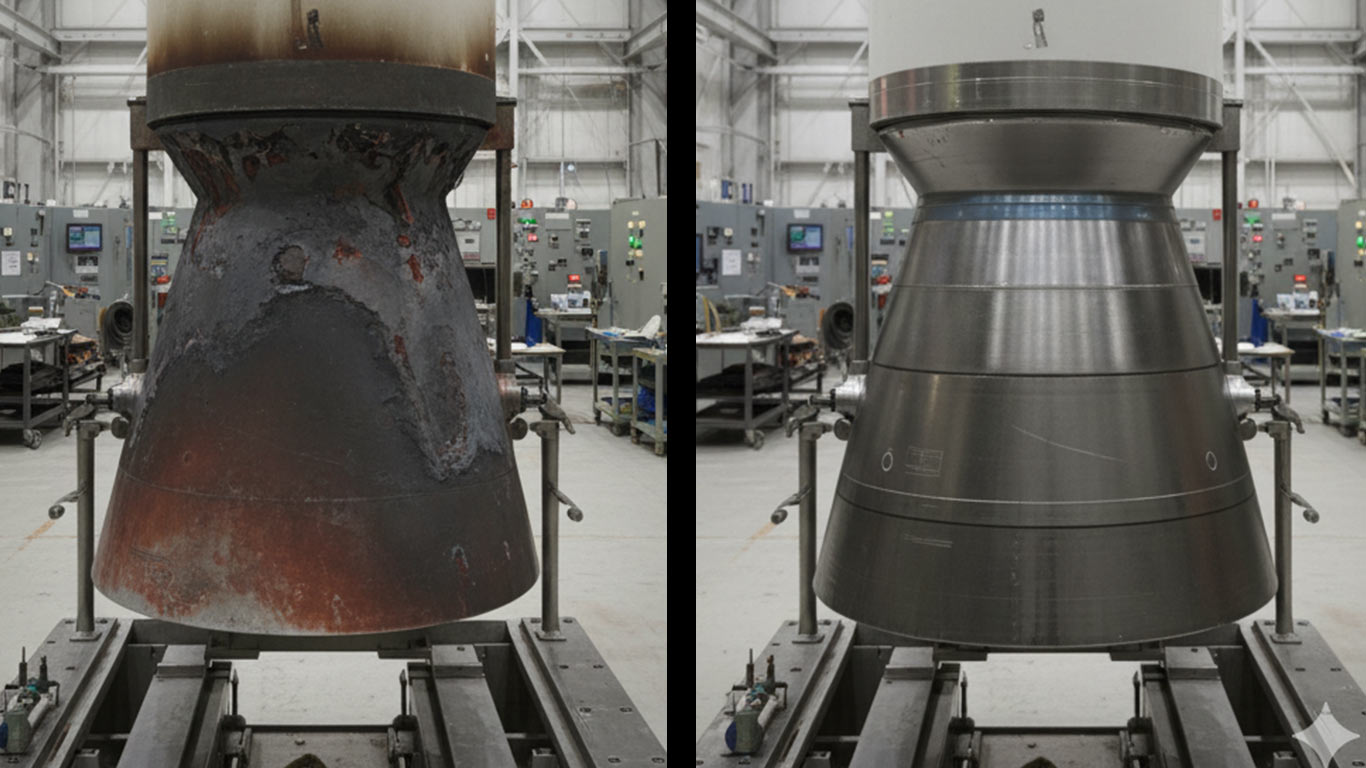
Our titanium carbide cleaning videos demonstrate wide process window tolerance. One video shows cleaning at 2.0 J/cm² versus 4.0 J/cm² on a TiC-coated cutting insert. The higher energy level exceeds the 3.8 J/cm² damage threshold and causes surface oxidation (gray discoloration). Another clip shows TiC coating cleaning on carbide tooling.


