

FDA
FDA 21 CFR 1040.10 - Laser Product Performance Standards


Polycarbonate's defining challenge for laser cleaning is thermal concentration — with thermal conductivity of only 0.2 W/m·K and low 1064 nm absorption of about 15%, heat builds at the beam spot rather than conducting away, and exceeding 1.2 J/cm² triggers yellowing and surface haze that is permanent and optically disqualifying for safety glazing or precision optics. The working window — 0.3–0.5 J/cm² with 10 ns pulses at 500 mm/s and 60% overlap — is narrow but sufficient for contamination removal from semiconductor equipment enclosures, electronic device housings, and safety glazing without solvent contact. At 66 MPa tensile strength, polycarbonate is far more impact-resistant than glass but more vulnerable to thermal stress. Bay Area semiconductor fabs and cleanroom equipment manufacturers use laser cleaning specifically to avoid the solvent contact that degrades PC optical clarity over time. Permanent yellowing above 1.2 J/cm² is irreversible — which makes polycarbonate the highest-consequence polymer for parameter overshoot, and the strongest case for test-panel validation before any production cleaning run. Keep energy level below 1.2 J/cm² to protect optical clarity.
…Very satisfying. Very rewarding.

Fluence (J/cm²)
Exceeding 1.2 J/cm² on polycarbonate causes yellowing and surface haze. Polycarbonate absorbs about 10% of 1064 nm laser energy. UV wavelengths (355 nm) absorb more strongly. Heat spread rate is 1.17×10⁻⁷ m²/s. Heat spreads very slowly. The damage threshold is 0.25 J/cm² for UV, higher for IR. Effective cleaning at 1064 nm stays below 0.8 J/cm². Above 1.2 J/cm², the material discolors permanently and loses optical clarity. Stay below 0.8 J/cm² and use short pulses to clean safely. This keeps the part safe and avoids permanent damage.
Why is polycarbonate sensitive to laser cleaning? Its thermal conductivity is only 0.2 W/m·K. Heat does not spread. It concentrates at the beam spot. Density is 1.2 g/cm³ and tensile strength is 66 MPa. The damage threshold is 1.2 J/cm². Exceeding this causes yellowing and surface degradation. Glass transition temperature is around 150°C. Polycarbonate softens and discolors well below its thermal destruction point. This is why energy level control matters more than cleaning speed. No chemicals means no stress cracking risk.
Start with energy level at 0.3-0.5 J/cm², below the 1.2 J/cm² damage threshold. Use 1064 nm wavelength with 10 ns pulse length. Scan at 500 mm/s with 60% overlap. Two low-energy level passes are safer than one aggressive pass. Polycarbonate yellows easily above 1.2 J/cm². For optical applications, consider UV wavelength (355 nm) which absorbs more strongly. Watch for any haze or discoloration. Reduce energy level immediately if yellowing appears. Parts come out clean and clear with no residue.
Laser cleaning polycarbonate produces fine particulates and volatile organic compounds from bisphenol-A chain scission and phenol release above 250°C. Phenol has a Cal/OSHA CCR Title 8 Section 5155 PEL of 5 ppm with a skin notation — it is absorbed dermally in addition to inhalation, requiring nitrile gloves and full-face protection alongside respiratory protection. Polycarbonate's low 1064 nm absorption of approximately 15% means that above 3 J/cm², permanent surface crazing and micro-fractures appear under UV inspection, compromising optical clarity — the energy level control requirement is driven by material integrity, not just operator safety. Silicone adhesive residue common on PC panels generates formaldehyde and SiO₂ as co-products during co-cleaning, adding a formaldehyde exposure pathway that requires activated carbon filtration in addition to HEPA. Bay Area semiconductor cleanroom applications require air monitoring records for BPA-related compounds. Follow ANSI Z136.1 for laser safety and OSHA 29 CFR 1926.95 for PPE. Air monitoring and full-face protection are required for this work. This keeps the job safe and simple for the crew. No chemicals means no extra waste streams.
FDA 21 CFR 1040.10 - Laser Product Performance Standards

ANSI Z136.1 - Safe Use of Lasers

IEC 60825 - Safety of Laser Products

OSHA 29 CFR 1926.95 - Personal Protective Equipment
Polycarbonate laser cleaning in the Bay Area is concentrated in three sectors where solvent-free cleaning of optical or precision surfaces is a hard requirement. Semiconductor equipment manufacturers in San Jose, Santa Clara, and Fremont use polycarbonate viewports and enclosure panels in cleanroom equipment — contamination removal with solvent contact risks micro-crazing and optical distortion that compromises in-process inspection, making laser cleaning the only practical option at production volumes. Electronic device and consumer hardware manufacturers in the South Bay use PC housings and display panels that accumulate adhesive residue and flux deposits during assembly — chemical cleaning raises compatibility concerns with nearby electronic components and labels, while laser cleaning at controlled energy level removes contamination without contact. Safety glazing contractors and architectural glazing installers use laser cleaning to strip failed protective films and adhesive residue from polycarbonate sheet before recoating or replacement — particularly relevant for Bay Area high-wind and seismic installations where glazing replacement cycles are frequent. All three sectors need chemical-free cleaning to protect the surface. Laser cleaning leaves no wet waste on the part. The process is fast and simple to run.




UV wavelength (355 nm) is safest because polycarbonate absorbs UV more strongly than IR, reducing thermal load. For existing 1064 nm systems, keep energy level below 0.8 J/cm² and use short pulses. Test on a sample piece first. Yellowing indicates thermal damage.
Use energy level at 0.3-0.5 J/cm² with 1064 nm wavelength. Two passes remove release agents without damaging the surface. Higher energy level causes yellowing. Validate settings on a sample piece before production runs.
Maximum safe energy level is 0.8 J/cm² for 1064 nm. Above 1.2 J/cm², yellowing and surface degradation occur. For UV lasers (355 nm), safe energy level is 0.1-0.3 J/cm². Empirical testing required for each application.
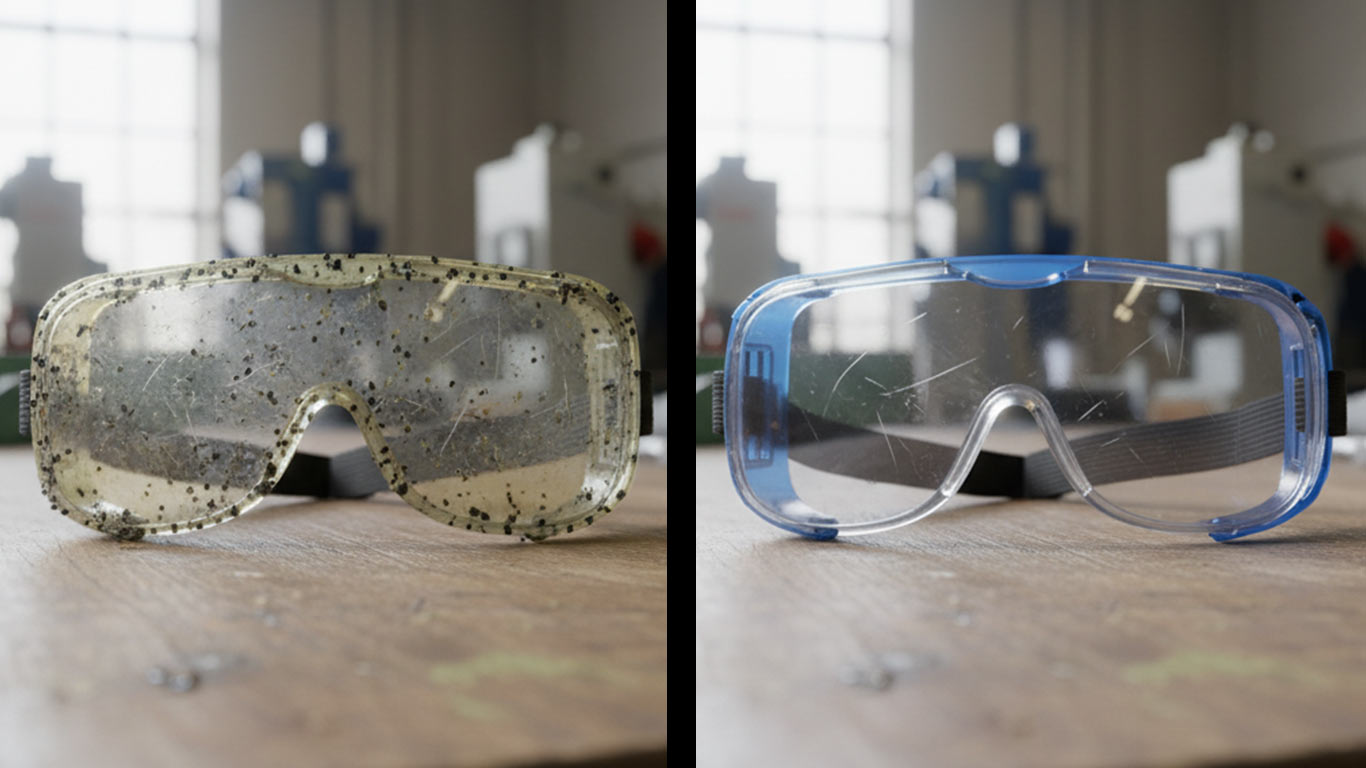
Polycarbonate laser cleaning cost depends on surface area, contamination, and optical clarity requirements specified by ASTM D1003 haze measurement. Headlight lens restoration typically ranges from $50–150 per pair; industrial panel cleaning runs $2–10 per square foot depending on coating type and surface condition. Our team provides sample test cleaning with before-and-after ASTM D1003 haze readings so clients can verify optical performance improvement before committing to full-production cleaning—contact us for a project-specific quote.
Polycarbonate is susceptible to stress cracking from residual thermal stress — pulse length and cleaning speed must prevent micro-cracking during contamination removal. Z-Beam cleans on-site with no abrasives or solvents.