
ANSI
ANSI Z136.1 - Safe Use of Lasers



Tool steel stands out with its remarkable hardness and heat endurance that let tools hold sharp edges through grueling machining cycles without losing shape or strength
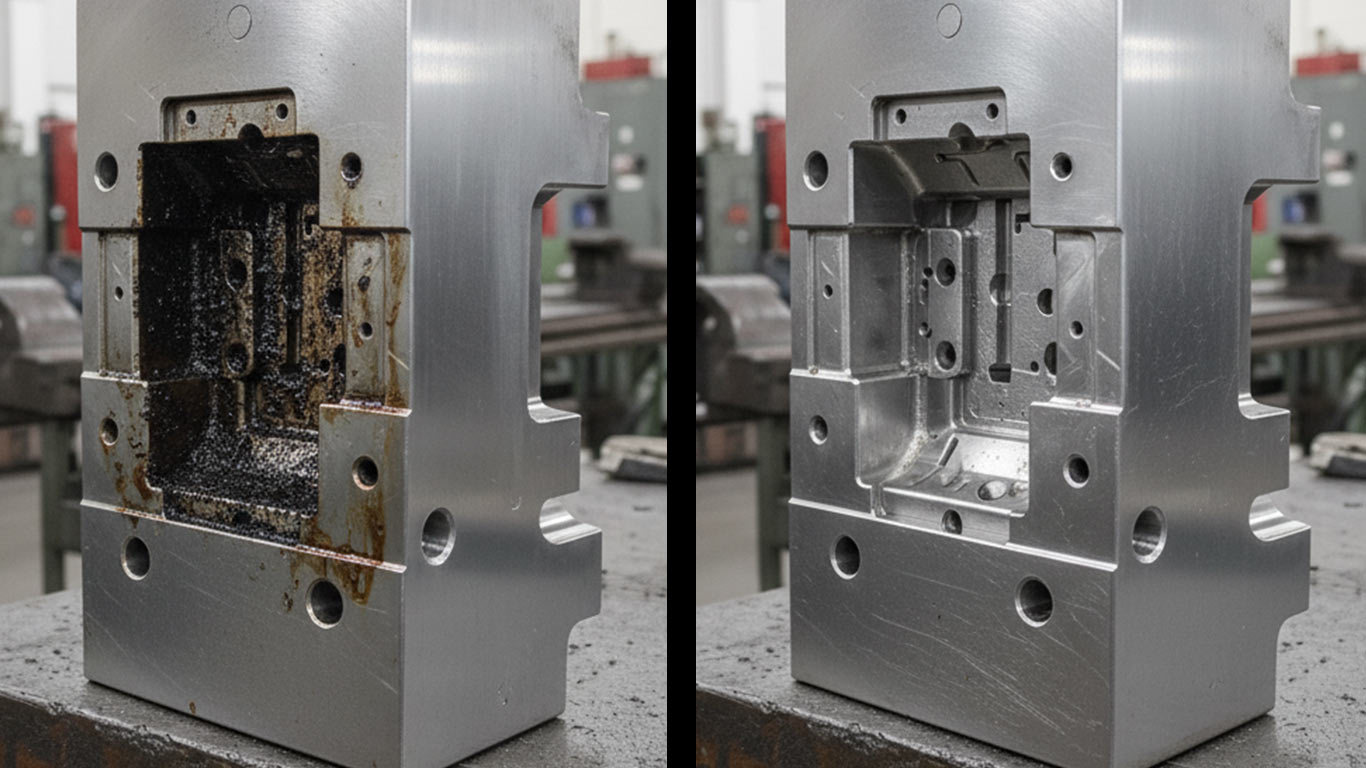
At 1000x magnification, the tool steel surface looks rough and patchy. Dark spots cluster together, trapping dirt and debris in cracks. This uneven layer hides the metal's true texture underneath.
After laser treatment at 1000x, the tool steel surface shines smooth and even. No spots remain, and cracks disappear into a clean polish. This fresh layer reveals the metal's solid, uniform structure.

ANSI Z136.1 - Safe Use of Lasers

IEC 60825 - Safety of Laser Products

OSHA 29 CFR 1926.95 - Personal Protective Equipment





